バニシング加工は、金属の表面に硬質の工具を押し当て、その圧力によって表面の微細な凹凸を押し潰し、平滑で鏡のような面に仕上げる塑性加工技術です。
旋盤や研削盤が刃物や砥石を用いて材料を削り取る除去加工であるのに対し、バニシング加工は材料を一切削りません。これは、凸部を凹部に埋め込むように移動させる、いわば金属表面に対するアイロン掛けのようなプロセスです。この「削らない」という特性こそが、バニシング加工の本質であり、単なる表面仕上げを超えた物理的特性の向上をもたらす理由です。
英語ではBurnishingと呼ばれ、日本国内ではバニシングやローラバニシングという名称で定着しています。自動車のブレーキ部品やエンジン部品、航空機の油圧シリンダー、軸受のシール面など、高い寸法精度と耐久性が同時に求められる重要部品の最終仕上げ工程として、産業界で広く活用されています。
塑性流動による平滑化メカニズム
バニシング加工の基本原理は、材料の降伏点を超える接触面圧を局所的に与え、表層のみを塑性変形させることにあります。
凹凸の均し
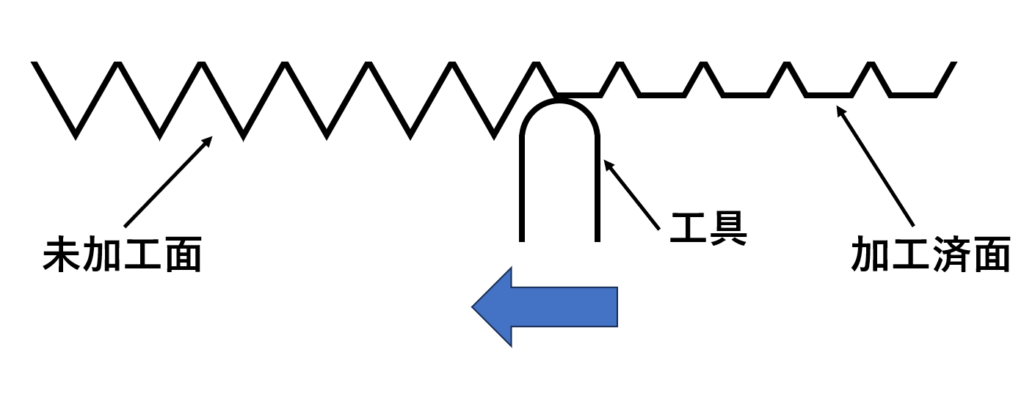
切削加工後の金属表面には、微視的に見るとバイトの送りマークや刃先の転写による山と谷が存在します。ここに、超硬合金やサーメット、あるいはダイヤモンドで作られた硬く滑らかなローラやチップを押し当てます。 ヘルツの接触理論に基づく極めて高い圧力が接点に作用すると、表面の山頂部分は降伏応力を超えて塑性変形を開始します。押し潰された余剰体積は、どこかへ消えるわけではなく、隣接する谷底部分へと流動します。これを塑性流動と呼びます。 山が削り取られるのではなく、山が崩れて谷を埋めることで、表面粗さが劇的に改善されます。理論的には、切削工程で生じた数十マイクロメートルの粗さを、一瞬にして0.1マイクロメートル以下の鏡面へと変化させることが可能です。
プラトー構造の形成
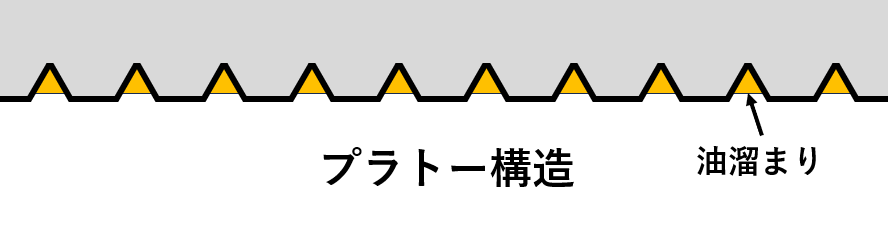
バニシング加工された表面は、単に滑らかなだけではありません。鋭利な突起が押し潰されて平坦になり、深い谷の一部が潤滑油を保持するポケットとして残る、プラトー構造と呼ばれる理想的なトライボロジー表面を形成しやすくなります。 これは摺動部品において極めて有利な形状です。接触面積が広いため面圧を受け止める能力、負荷容量が高く、同時に微細な窪みが油溜まりとして機能するため、焼き付きにくく摩耗しにくい特性を発揮します。
表面改質と物理的特性の向上
バニシング加工の真価は、見た目の美しさ以上に、金属組織の内部に引き起こされる変化、すなわち表面改質効果にあります。
加工硬化
金属材料に塑性変形を与えると、結晶格子内の転位密度が増大し、互いに絡み合うことで変形抵抗が増します。これを加工硬化と呼びます。 バニシング加工では、表層付近に集中的に塑性変形を与えるため、表面硬度が著しく上昇します。
材質や加工条件にもよりますが、母材硬度に対して20パーセントから50パーセント程度の硬度上昇が見込まれます。 この硬化層は、外部からの接触や摩耗に対する抵抗力となり、部品の耐摩耗性を飛躍的に向上させます。熱処理による硬化とは異なり、寸法変化を伴わず、かつ連続した製造ラインの中で瞬時に硬化処理ができる点が大きな利点です。
圧縮残留応力の付与
機械部品の破壊、特に疲労破壊の多くは、表面の微細な引張応力が亀裂を開口させることで進行します。 バニシング加工を行うと、表層部は押し伸ばされる方向に塑性変形しようとします。しかし、変形していない内部の母材がそれを拘束するため、加工後の表層には「縮もうとする力」すなわち圧縮残留応力が残ります。
この圧縮残留応力は、外部からかかる引張荷重を相殺する働きをします。その結果、疲労亀裂の発生と進展が抑制され、部品の疲労強度が大幅に、場合によっては数倍に向上します。ショットピーニングと同様の効果ですが、バニシング加工はより深い層まで圧縮応力を入れることができ、かつ表面粗さも同時に改善できる点で優位性があります。
工具の種類と接触力学
バニシングツールは、その接触方式によってローラ式とスライド式(ダイヤモンド式)に大別されます。
ローラバニシング
回転するローラを押し当てる方式です。 複数のローラを保持器に組み込み、円筒内面や外面を加工する多ローラ式と、単一のローラを押し当てるシングルローラ式があります。 接触部では転がり摩擦が作用するため、発熱が少なく、高速での加工が可能です。
また、大きな荷重をかけることができるため、深い塑性変形層を得やすく、加工硬化や残留応力の付与を主目的とする場合に適しています。 多ローラ式では、中心のテーパ状のマンドレル(心棒)を押し込むことでローラの径を微調整できる機構を持っており、ミクロン単位の寸法調整、サイジングが可能です。
ダイヤモンドバニシング
先端が球面に加工された工業用ダイヤモンドを、回転させずに押し当てて摺動させる方式です。スライドバニシングとも呼ばれます。 ダイヤモンドは摩擦係数が極めて低く、熱伝導率が高いため、金属表面を滑るように変形させることができます。 点接触であるため、小さな加圧力で高い面圧を発生させることができ、薄肉のパイプや剛性の低いシャフトなど、変形しやすい部品の加工に適しています。
また、ローラでは加工できないような細い溝や複雑な形状の追従性にも優れています。 得られる表面は極めて平滑で、真の鏡面加工を実現できますが、加工速度はローラ式に比べて遅くなる傾向があります。
加工条件と最適化
良好なバニシング面を得るためには、干渉量、送り速度、周速度、そして潤滑という四つのパラメータを適切に制御する必要があります。
干渉量としろ
干渉量とは、工具をどれだけ深く押し込むか、あるいは工具径と加工前寸法との差を指します。これをバニシングしろと呼びます。 干渉量が大きければ大きいほど、平滑化作用と硬化作用は強まります。しかし、ある限界を超えると、表面が過度に変形し、鱗状の剥離、フレークが発生したり、表面下のせん断応力によって内部亀裂が生じたりします。これをオーバーバニシングと呼びます。 逆に干渉量が小さすぎると、弾性回復によって形状が元に戻ってしまい、十分な塑性変形が得られません。材料の降伏点とヤング率を考慮し、最適な干渉量を見極めることが品質管理の鍵となります。
送り速度と周速度
送り速度は、表面の仕上がり粗さを決定します。ローラやダイヤモンドの先端半径に対して送りが大きすぎると、ねじ切りのような螺旋状の溝が残ってしまいます。微細な送りにすることで、加工痕を密にし、平滑な面を得ることができます。 周速度は、加工能率に影響しますが、速すぎると摩擦熱による焼き付きや、振動の発生原因となります。特にダイヤモンドバニシングでは、摩擦熱の除去が重要となるため、周速度には限界があります。
潤滑の重要性
バニシング加工は高面圧下の摺動を伴うため、潤滑剤の選定は極めて重要です。 潤滑剤は、摩擦を低減して焼き付きを防ぐだけでなく、発生した熱を除去する冷却作用、そして摩耗粉やゴミを洗い流す洗浄作用を担います。 一般的には、極圧添加剤を含んだ油性クーラントや水溶性クーラントが使用されます。潤滑膜が切れると、即座に金属凝着が発生し、製品表面がむしり取られる致命的な欠陥につながります。
他の仕上げ加工との比較
研削やホーニング、スーパーフィニッシュといった他の砥粒加工と比較することで、バニシング加工の利点がわかります。
クリーンなプロセス
砥粒加工では、必ず砥石の脱落や微細な切り屑、スラッジが発生します。これらは洗浄工程での除去が必要であり、環境負荷やコストの要因となります。 一方、バニシング加工は切り屑を一切出しません。スラッジ処理が不要であり、クリーンな環境で加工できます。これは、コンタミ、異物混入を極端に嫌う精密油圧機器や医療機器の製造において大きなアドバンテージとなります。
サイクルタイムの短縮
研削加工が少しずつ表面を削り取っていくのに対し、バニシング加工は表面を通過させるだけで完了します。 ワンパス、一回の通過で仕上げることができるため、加工時間は数秒から数十秒と極めて短く、圧倒的な生産性を誇ります。また、旋盤やマシニングセンタのツールホルダに装着して、切削工程に続けて同一チャッキングで加工できるため、段取り替えの手間や芯振れのリスクを排除できます。
形状精度の限界
ただし、万能ではありません。バニシング加工は「表面に沿って」変形させる加工であるため、前加工のうねりや真円度の悪さを劇的に修正する能力はありません。 表面の微細な粗さは消せますが、大きな形状誤差はそのまま残ってしまいます。したがって、バニシング加工の前工程である旋削やリーマ加工において、十分な真円度と寸法精度を確保しておくことが前提条件となります。
適用材料と制限
バニシング加工が適用できるのは、塑性変形能を持つ材料、すなわち延性材料に限られます。
鉄鋼および非鉄金属
炭素鋼、ステンレス鋼、アルミニウム合金、銅合金、チタン合金などは、バニシング加工の絶好の対象です。 特にアルミニウムや銅などの軟質金属は、研削すると砥石が目詰まりしやすいため、バニシング加工の優位性が際立ちます。
難加工材
一方で、鋳鉄のように黒鉛を含み脆性を示す材料や、焼き入れによって極端に硬化した(HRC40以上など)材料は、通常の方法ではバニシング加工が困難です。 鋳鉄の場合、過度な圧力をかけると表面がボロボロと崩れることがあります。高硬度材の場合、工具が負けて破損するか、十分な塑性変形を起こせません。 ただし、近年では工具材料の進化や、加工点の局所加熱などの技術により、これらの難加工材に対するバニシング適用も拡大しつつあります。
先端技術と未来
バニシング技術は現在も進化を続けています。
超音波バニシング
工具に超音波振動を付加しながら押し当てる技術です。 振動によって瞬間的に接触圧が低減する効果と、超音波エネルギーによる材料の軟化効果を利用することで、これまで不可能とされた高硬度材やセラミックスコーティング面の加工を可能にしています。また、静的な押し付け力(推力)を大幅に低減できるため、剛性の低い機械やロボットアームでの加工が可能になります。
表面テクスチャリング
単に平滑にするだけでなく、微細なディンプル(窪み)や溝を規則的に形成する技術への応用も進んでいます。 振動の振幅や周期を制御することで、摺動面に意図的に油溜まりを作り出し、摩擦係数をコントロールする機能性表面の創成が実現されています。

コメント