バーリング加工は、主に薄い金属板に下穴と呼ばれる貫通穴をあけ、その穴の縁を塑性変形によって引き延ばし、円筒状のフランジ(襟)を成形するプレス加工法の一種です。この加工は、成形される形状から穴フランジ加工、あるいは材料が引き延ばされる様子から穴広げ加工とも呼ばれます。
この技術の工学的な本質は、単なる穴あけではなく、二次元のシート材から三次元の機能的な形状、すなわち「ボス」や「カラー」を、切削や溶接といった後工程を経ずに一体で創り出す点にあります。この加工によって得られる円筒状のフランジは、主に二つの重要な目的のために利用されます。一つは、軸受の案内面や部品の位置決め基準として、もう一つは、薄板では不十分なねじ山の長さを確保するためのねじ立て(タッピング)の下地としてです。特に後者の目的での使用は、自動車、家電、電子機器の筐体など、薄板板金で構成される製品の組立において、極めて重要な役割を果たしています。
加工の原理:塑性変形によるフランジの創成
バーリング加工は、その多くがプレス機械を用いて行われ、そのプロセスは、材料のせん断と塑性流動という二つの異なる物理現象の組み合わせによって成り立っています。
第1段階:下穴のせん断加工
バーリング加工の品質を決定づける最も重要な前提条件が、フランジを成形するための「下穴」です。この下穴の作り方によって、成形できるフランジの高さや品質が大きく左右されます。
- プレス加工による下穴: 最も一般的な方法です。プレス加工の工程内で、パンチとダイによるせん断加工によって下穴をあけます。この方法で得られる穴の断面は、滑らかな「せん断面」と、引きちぎられた粗い「破断面」で構成されます。この粗い破断面は、微細な亀裂の起点となりやすく、後のバーリング工程でフランジの縁が割れる(割れ)原因となります。
- ドリル加工による下穴: ドリルによる切削で下穴をあける方法です。穴の断面は全てがせん断面となり、破断面が存在しないため、材料の延性を最大限に引き出すことができ、より高いフランジを成形できます。しかし、プレス工程とは別に穴あけ工程が必要となるため、コストが高くなります。
第2段階:フランジの成形(穴広げ)
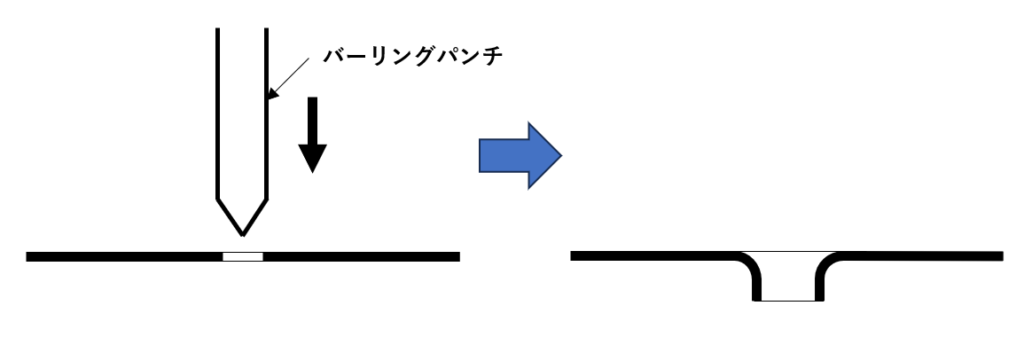
下穴があけられた後、バーリングパンチと呼ばれる、先端が円錐形やR形状になった凸型の工具を、下穴に押し込みます。この時の材料の挙動は、大きく二つの領域に分けられます。
- 曲げ変形領域: パンチが下穴に接触し始めると、まず穴の縁がパンチの形状に沿って、下方向に曲げられます。
- 引張変形領域: さらにパンチが押し込まれると、曲げられた材料は、円周方向(フープ方向)に強い引張応力を受けながら、径方向に引き伸ばされていきます。これが穴広げのプロセスです。フランジの壁となる材料は、主にこの引張変形によって供給されます。
このとき、フランジの縁の部分では、材料が最も強く引き伸ばされるため、板厚が著しく減少します(板厚減少)。一方、フランジの根元に近い部分は、パンチの側面とダイの穴との隙間(クリアランス)によって「しごき」作用を受け、板厚がわずかに調整されます。
このように、バーリング加工は、材料のせん断、曲げ、そして引張という、複数の複雑な塑性変形が、極めて局所的な領域で同時に進行する、高度な成形技術なのです。
工学的な課題と品質管理
バーリング加工は、材料をその限界まで引き伸ばす過酷な加工であるため、いくつかの工学的な課題が存在し、その管理が品質を左右します。
最大の課題:フランジ縁の「割れ」
バーリング加工で最も多く発生する不具合が、フランジの先端が裂ける「割れ」です。これは、穴の縁に作用する円周方向の引張応力が、材料の延性の限界(破断伸び)を超えたときに発生します。
この割れの発生を左右する最大の要因が、下穴の品質です。前述の通り、プレスで打ち抜かれた下穴の破断面は、すでに微細な損傷を受けているため、そこが応力集中の起点となり、ドリルであけた穴に比べて、遥かに低いフランジ高さで割れに至ります。
この問題を解決し、プレス加工の高能率を維持したまま、より高いフランジを得るために、「しごき抜き」と呼ばれる特殊な下穴加工法が用いられることがあります。これは、下穴を抜くパンチの先端に丸みをつけ、クリアランスを極端に小さくすることで、意図的に材料をしごき、破断面の割合が極めて小さい、滑らかなせん断面を持つ下穴を得る技術です。
穴広げ限界と材料選定
材料が、割れを発生させずにどれだけ大きく穴を広げられるかを示す指標を、穴広げ限界と呼びます。この特性は、材料の延性に直結します。アルミニウムや銅、軟鋼といった延性に富む材料はバーリング加工に適していますが、ステンレス鋼や高張力鋼板といった、硬く延性の低い材料の加工は非常に困難となります。
板厚減少の制御
バーリングによって成形されたフランジの壁は、必ず元の板厚よりも薄くなります。特にフランジの先端部では、板厚減少が著しくなります。ねじ立てを目的とする場合、この先端の板厚が、ねじ山の高さを確保できるだけ残っているかどうかが、締結強度を保証する上で重要となります。パンチの先端形状や、ダイとのクリアランスを最適化することで、この板厚減少をある程度コントロールすることが求められます。
潤滑
パンチと材料の間には、成形中に極めて高い圧力と摩擦が発生します。適切な潤滑は、この摩擦を低減し、材料の流動を助け、割れの発生を防ぐと同時に、パンチへのかじり(金属の溶着)を防ぎ、金型寿命を延ばすためにも不可欠です。
主な応用:薄板へのねじ立て
バーリング加工の最も重要かつ広範な応用は、薄板板金へのねじ立て(タッピング)です。
例えば、厚さ1ミリメートルの鋼板に、そのままM4のねじ穴を加工しても、ねじ山は1〜2山程度しか形成できず、十分な締結強度が得られません。しかし、バーリング加工を施して、高さ3ミリメートルの円筒フランジを成形し、そこにねじ立てを行えば、規格通りのねじ山を確保でき、ナットを使った場合と同等の、信頼性の高い締結が可能となります。
このように、バーリング加工は、ナットという別部品を不要にする技術であり、部品点数の削減、組み立て工程の簡素化、そして製品全体の軽量化とコストダウンに、絶大な効果をもたらします。
まとめ
バーリング加工は、プレス加工という高能率な生産技術の中で、薄いシート材から、機能的な三次元形状を引き出す、洗練された塑性加工法です。その本質は、材料の延性というポテンシャルを、下穴の品質管理と、最適な金型設計によって、限界まで引き出すことにあります。
割れや板厚減少といった工学的な課題を克服することで得られる、一体成形の円筒フランジは、部品点数を削減し、製品の信頼性を高めるための強力なソリューションを提供します。現代の工業製品の多くが、この目立たないながらも巧妙な加工技術によって、その機能と経済性を支えられているのです。
コメント