
機械加工の基礎:レーザー切断
レーザー切断は、高エネルギー密度の光束を熱源として利用し、材料を局部的に溶融ないし蒸発させ、そこへ高圧のアシストガスを噴射して溶融物を排除することで切断を行う熱的加工法です。
工作機械の歴史において、刃物という物理的な接触ツールを用いないこの加工法の登場は革命的でした。鋸やドリル、打抜きプレスといった従来の機械的除去加工が、工具の硬度や摩耗、そして加工反力による変形という物理的制約を受けるのに対し、レーザー切断は非接触であるため、工具摩耗がなく、加工反力もほぼゼロであり、かつ極めて微細で複雑な形状を高速に切り出すことが可能です。
現在、自動車産業から航空宇宙、建築、電子機器に至るまで、あらゆる製造現場で標準的な工法として定着しているこの技術は、量子力学に基づく光の発生原理から、流体力学による溶融金属の排除、そして材料科学に基づく熱影響の制御まで、多岐にわたる物理法則の集合体によって成り立っています。
光エネルギーの凝縮と熱変換
レーザー切断の核心は、光という電磁波が持つエネルギーを、空間的および時間的に極限まで集中させることにあります。
レーザー光の三大特性
太陽光や電球の光とは異なり、レーザー光には単色性、指向性、可干渉性という三つの際立った物理的特性があります。 単色性とは、波長が単一であることです。これによりレンズを通した際に色収差が発生せず、一点に集光することが可能になります。 指向性とは、光が拡散せずに真っ直ぐ進む性質です。これにより、長い距離を伝送してもエネルギー密度を維持できます。 可干渉性、すなわちコヒーレンスとは、光の位相が揃っていることです。これにより、波同士が干渉して強め合い、高いエネルギー密度を実現します。
集光とパワー密度
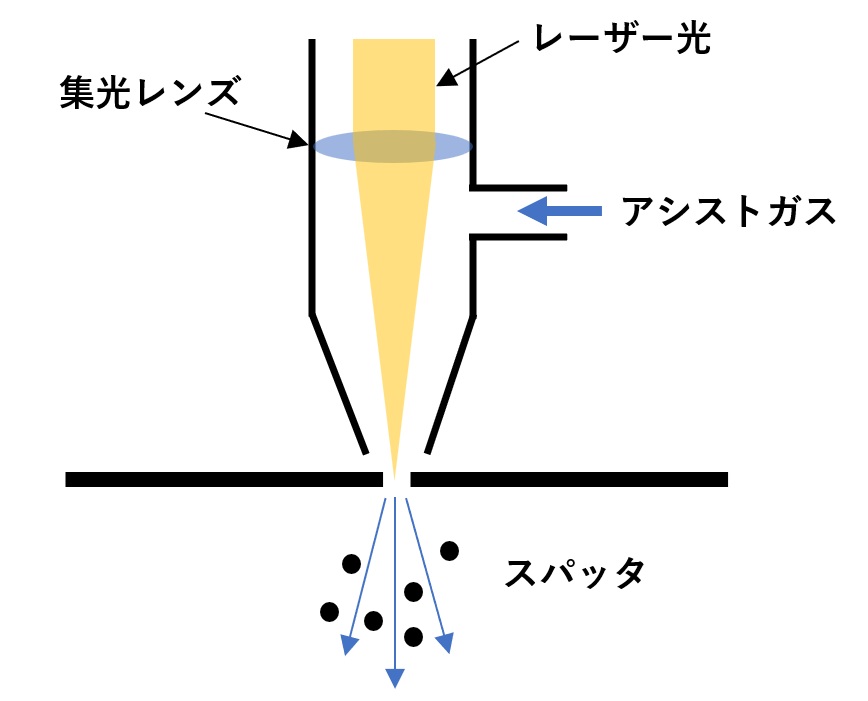
発振器から出力されたレーザービームは、伝送路を経て加工ヘッドへと導かれ、集光レンズによって直径0.1ミリメートルから0.5ミリメートル程度の極めて小さなスポットに絞り込まれます。 このとき、エネルギー密度、すなわちパワー密度は、元のビームの数百万倍にも達します。例えば数キロワットの出力であっても、それを針の先ほどの面積に集中させることで、鉄やステンレスはおろか、高融点のチタンやタングステンさえも瞬時に融点あるいは沸点まで加熱させることができます。この急激な相変化こそが、レーザー加工のトリガーとなります。
発振器の種類と波長特性
産業用レーザー切断機で使用されるレーザー源は、媒質の違いによって主に二つに大別されます。炭酸ガスレーザーとファイバーレーザーです。これらは単に発生源が違うだけでなく、出力される光の波長が異なるため、加工特性に決定的な差異をもたらします。
炭酸ガスレーザー CO2レーザー
1980年代から長らく板金加工の主役であったのが、気体レーザーである炭酸ガスレーザーです。炭酸ガス、窒素、ヘリウムの混合ガスを媒質とし、放電励起によって発振します。 発振波長は10.6マイクロメートルという中赤外領域にあります。この長い波長は、金属に対する吸収率があまり高くない反面、木材、アクリル、ガラスなどの非金属材料には極めて良く吸収されるという特徴があります。 金属切断においては、厚板の切断品質、特に面粗度の滑らかさにおいて一日の長がありますが、ビームの伝送に多数の反射鏡を必要とし、光路長の維持やメンテナンスが煩雑であること、またエネルギー変換効率が低いことが課題でした。
ファイバーレーザー
2000年代以降、急速に普及し、現在では市場の主流となっているのが固体レーザーの一種であるファイバーレーザーです。 希土類元素であるイッテルビウムなどを添加した光ファイバーそのものを増幅媒質とし、半導体レーザー、すなわちレーザーダイオードの光で励起します。 発振波長は1.07マイクロメートル付近の近赤外領域です。この波長は炭酸ガスレーザーの約10分の1であり、金属に対する吸収率が飛躍的に高いという決定的な利点があります。特に、従来レーザー加工が苦手としていた銅や真鍮、アルミニウムといった高反射材に対しても、効率よくエネルギーを吸収させることができます。 また、光ファイバーの中を伝搬させてビームをヘッドまで届けるため、ミラーなどの複雑な光学系が不要で、エネルギー変換効率も炭酸ガスレーザーの数倍と高く、省エネルギー性に優れています。
アシストガスの流体力学と化学反応
レーザー光は材料を溶かすだけです。溶けた材料を切り溝、すなわちカーフから排除し、切断として完結させるのは、同軸上から噴射されるアシストガスの役割です。使用するガスの種類によって、切断メカニズムは大きく二つのモードに分かれます。
酸素切断 リアクティブカッティング
軟鋼などの鉄系材料を切断する際に用いられる方法です。アシストガスとして純酸素を使用します。 ここでは、レーザー熱によって高温になった鉄と酸素が激しく反応する酸化反応熱、すなわち燃焼エネルギーを積極的に利用します。この酸化反応熱は、レーザー入力エネルギーと同等かそれ以上になることがあり、これにより厚い板でも高速で切断することが可能になります。 ただし、切断面には酸化鉄の被膜が形成されます。また、反応が過剰になると、周囲が溶けすぎて切り欠きができたり、コーナー部で燃え広がりすぎたりするバーニングという現象が発生しやすくなります。
窒素切断 フュージョンカッティング
ステンレス鋼やアルミニウム、あるいは酸化を嫌う薄板の軟鋼切断に用いられる方法です。アシストガスとして不活性ガスである窒素を使用します。 酸素切断のような化学反応熱は利用せず、レーザーのエネルギーのみで材料を溶融させ、その溶湯を窒素ガスの運動量によって物理的に吹き飛ばします。 酸化反応がないため、切断面は金属光沢を持った清浄な状態が保たれます。これを無酸化切断あるいはクリーンカットと呼びます。塗装や溶接などの後工程において、酸化皮膜除去の手間が省けるため、品質要求の高い製品では標準的な工法です。ただし、化学反応熱の助けがない分、同じ板厚を切るには酸素切断よりも大きなレーザー出力が必要となります。
光学系と焦点制御
高品質な切断を実現するためには、ビームの品質と焦点位置の制御が極めて重要です。
ビームモードとMスクエア値
レーザービームの断面における強度分布をビームモードと呼びます。中心にエネルギーが一点集中しているガウス分布、すなわちシングルモードに近いほど、集光性が良く、微細な加工や高速切断に適しています。 ビーム品質を表す指標としてMスクエア値が用いられます。理論的限界値を1とし、この値が1に近いほど高品質なビームであることを示します。ファイバーレーザーは構造上、このMスクエア値を小さく保ちやすいため、深い焦点深度と高いエネルギー密度を両立できます。
焦点位置とカーフ幅
集光レンズによって絞られたビームは、砂時計のような形状を描きます。最も細くなった部分が焦点ですが、この焦点を材料の表面に置くか、内部に置くか、あるいは裏面に置くかによって、切断特性は変化します。 薄板の場合は表面付近に焦点を合わせることで、エネルギー密度を最大化し高速切断を行います。一方、厚板の場合は焦点を材料内部あるいは裏面側に設定することで、カーフ幅を広げて溶融金属の排出路を確保し、ドロス、すなわち溶け残りの付着を防ぎます。近年の加工機では、可変曲率ミラーやレンズ駆動機構により、加工中に自動で焦点位置を最適化する機能が実装されています。
材料との相互作用と熱影響
レーザー切断は熱加工であるため、材料に対する熱的影響を避けることはできません。
熱影響層 HAZ
切断面の近傍には、急激な加熱と冷却の熱サイクルによって組織や硬度が変化した領域、熱影響層が形成されます。 炭素鋼の場合、切断面表層は焼入れされた状態となり硬化します。これは耐摩耗性には寄与しますが、後工程でドリル穴あけやタッピング加工を行う際には、工具寿命を縮める原因となります。 また、ステンレス鋼では、鋭敏化領域が生じて耐食性が低下する可能性があります。これらの熱影響層を最小限に抑えるためには、パルス発振を用いて入熱を制御する、あるいは高速で切断して熱が伝わる前に加工を終えるといった手法がとられます。
ドロスとストリエーション
切断品質を評価する視覚的な指標として、ドロスとストリエーションがあります。 ドロスは、切断下部に付着した溶融金属の再凝固物です。アシストガスの圧力不足、速度過多、あるいは焦点位置の不適正などによって、溶融金属が排出しきれずに残ることで発生します。 ストリエーションは、切断面に現れる縦方向の縞模様です。レーザー光吸収の周期的変動や、溶融金属の流れの不安定性、ガスの乱流などが原因で生成されます。低速で切断すればするほど、この縞模様は粗くなる傾向があります。最新の技術では、ガスの流れを整流化し、ビームのパワー密度を最適化することで、鏡面に近い切断面を得ることも可能になっています。
ピアシングの技術
板の端から切り始める場合は問題ありませんが、板の内側から切り抜く場合、最初に貫通穴を開ける動作、ピアシングが必要です。
スパッタの抑制
厚板に対して高出力レーザーでいきなり穴を開けようとすると、溶融した金属が噴水のように周囲へ飛散し、加工レンズを汚したり、周辺の材料を傷つけたりします。 これを防ぐために、ピアシング時は出力を段階的に上げたり、周波数を変調させたりして、溶融を穏やかに進行させる制御が行われます。これをランプ制御やパルスピアシングと呼びます。
自動化とインテリジェント化
現代のレーザー加工機は、単なる切断機から、自律的に判断するインテリジェントマシンへと進化しています。
状態監視と補正
加工ヘッド内には多様なセンサーが搭載されています。保護ガラスの汚れ検知、ノズルとワークの距離を一定に保つための静電容量式ハイトセンサー、さらにはプラズマの発光や反射光を解析して加工不良の予兆を検知するモニタリングシステムなどです。 例えば、切断中に加工不良であるバーニングの兆候を検知すると、即座に速度を落としたり、出力を調整したりして、不良の発生を未然に防ぎます。
ノズル交換とセンタリング
使用するガスや材料の板厚に応じて、最適なノズルの径や形状は異なります。最新鋭機では、ノズルチェンジャーによって自動でノズルを交換し、さらにカメラ画像処理やセンサーを用いて、ノズルの中心とビームの中心を合わせる芯出し作業、センタリングまでも自動化されています。これにより、長時間にわたる無人運転が可能となっています。
新たな展開と未来技術
レーザー切断技術は成熟しつつありますが、さらなる高出力化と新技術の投入が進んでいます。
超高出力ファイバーレーザー
かつては4キロワットや6キロワットが高出力とされていましたが、現在では10キロワット、20キロワット、さらには30キロワットを超える超高出力発振器が登場しています。 これにより、従来はプラズマ切断やガス溶断の領域であった厚さ30ミリメートルや50ミリメートルの極厚板も、レーザーによる高速かつ高精度な切断が可能になりました。また、窒素切断の適用範囲が広がり、厚板ステンレスの無酸化切断も実用化されています。
ビームシェイピング技術
ビームの形状を、単純な点ではなく、リング状やドーナツ状に自在に変化させるビームシェイピング技術が実用化されています。 厚板切断時には、中心のメインビームの周囲にリング状のビームを配置することで、切り溝を適度に広げ、溶融金属の排出性を劇的に向上させる効果があります。これにより、これまで困難であった厚板の高品質切断が安定して行えるようになりました。
コメント