
シーズヒーターは、金属パイプの中に発熱体を封入し、電気エネルギーを熱エネルギーに変換する電熱部品の総称です。
家庭用の電気ストーブやオーブンレンジから、工場の巨大なプラント、金型の加熱さらには半導体製造装置に至るまで、電気を使って物を温めるあらゆる場面で最も標準的に使用されている熱源です。裸のニクロム線をそのまま使うオープンヒーターとは異なり、発熱体が完全に金属で覆われているため、感電の危険性が低く機械的な衝撃にも強く、かつ液体中や真空中でも使用できるという圧倒的な汎用性を持っています。
基本構造
シーズヒーターの構造は、中心から外側に向かって、発熱線、絶縁材そして保護管という三つの要素が同心円状に配置された構成をとっています。
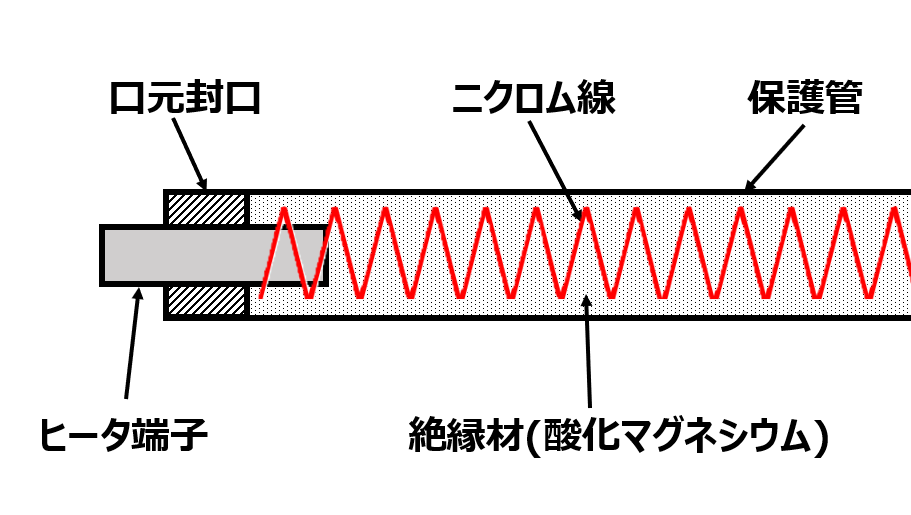
発熱体 ニクロム線
中心には、電気抵抗によって発熱する金属線がコイル状に巻かれて配置されています。 一般的にはニッケルとクロムの合金であるニクロム線や、鉄クロムアルミ合金線が用いられます。このコイルは電流が流れることで熱を発生させます。コイル形状にする理由は限られた長さの中に長い抵抗線を収めて抵抗値を稼ぎ、熱膨張による伸縮を吸収するためです。
絶縁材 酸化マグネシウム
発熱線の周囲には、粉末状の絶縁材が隙間なく充填されています。 ここで使用されるのが酸化マグネシウムです。この物質は、電気的には極めて高い絶縁性を示す一方で熱的には優れた伝導性を持つという、ヒーターにとって理想的な特性を持っています。
絶縁性が低ければ、中心の電気は外側の金属管に漏れ出し漏電事故を引き起こします。逆に熱伝導率が低ければ発熱線で生まれた熱が外に逃げず内部温度が異常上昇して断線してしまいます。酸化マグネシウムは、電気を止めつつ熱を通すという役割を両立させる材料です。
保護管 シース
最外層を覆う金属パイプをシースと呼びます。シーズヒーターの名前の由来です。 シースは内部の絶縁材と発熱線を物理的な衝撃や湿気、腐食から守ると同時に熱を被加熱物へ放射あるいは伝導させる放熱板としての役割を担います。
材質は使用環境に応じて、銅、鉄、ステンレスまたは、インコロイなどの特殊合金から選定されます。
酸化マグネシウムの粒度と充填率
シーズヒーターの性能を決定づける最大の要因は、絶縁材である酸化マグネシウムの密度です。
溶融マグネシアの特性
使用される酸化マグネシウムは、単なる粉末ではありません。電気炉で一度溶融させて結晶化させたマグネシアを粉砕し、特定の粒度に調整したものが使われます。 結晶が緻密であるほど、また不純物が少ないほど高温下での絶縁抵抗が高くなります。
タッピング密度と熱伝導
パイプの中に粉末を入れただけの状態では、粒子と粒子の間に多くの空気が含まれています。空気は断熱材であるためこのままでは熱が伝わりません。 そこで製造工程において振動を与えながら充填し、さらに後述する減径加工を行うことで粉末を岩石のように硬く締め固めます。
粒子同士が強固に接触し、空隙が極限まで減少することで熱伝導率が向上します。理想的な充填密度に達した酸化マグネシウム層はセラミックスに近い熱伝導を示し、中心のニクロム線で発生した熱を瞬時にシース表面へと運び去るヒートブリッジとして機能します。
スエージング加工と減径率
シーズヒーターの製造において最も重要な工程が、パイプの径を絞るスエージング加工、あるいは圧延加工です。
密度の向上
絶縁材を充填した直後のパイプは、まだ内部の密度が不十分です。 そこで、スエージングマシンやロール圧延機を通して、パイプの外径を細く絞り込みます。例えば直径12ミリメートルのパイプを10ミリメートルまで圧縮します。 体積一定の法則により、外径が縮まると長さが伸びますが内部の粉末は逃げ場を失い強烈な圧力で圧縮されます。
この工程により、酸化マグネシウムの密度はで高まり同時に内部のニクロム線コイルも絶縁材によって固定されます。
芯線の固定と耐震性
この圧縮固定によりニクロム線は中空に浮いているのではなく、固体の絶縁体に埋め込まれた状態になります。 これにより、外部から激しい振動や衝撃が加わっても内部で線が揺れてショートしたり断線したりすることがなくなります。
シーズヒーターが振動の多い鉄道車両や産業機械で使用できるのは、この減径加工による強固な一体化構造があるからです。
ワット密度と表面負荷
ヒーターを設計する際、最も重要な指標となるのがワット密度です。これは、ヒーターの発熱部表面積1平方センチメートルあたり何ワットの電力が出力されるかを示す数値です。
寿命と密度のトレードオフ
ワット密度を高くすれば小型のヒーターで大きな熱量を得ることができます。しかし密度が高すぎるとシース表面からの放熱が追いつかず内部温度が許容限界を超えて上昇しニクロム線が溶断したり酸化マグネシウムが絶縁破壊を起こしたりします。 逆にワット密度を低くすれば寿命は延びますが、必要な熱量を得るためにヒーターが大型化しコストやスペースの面で不利になります。
被加熱物による限界
許容されるワット密度は、ヒーター自体の性能だけでなく何を加熱するかによって決まります。
例えば、水を加熱する場合は熱伝達率が良いため10ワット毎平方センチメートル以上の高い密度でも使用できます。水が沸騰して次々と熱を奪ってくれるからです。 一方で油を加熱する場合は、密度が高すぎると油が炭化してヒーター表面に焦げ付き断熱層となってオーバーヒートを引き起こします。 さらに空気を加熱する場合は熱が伝わりにくいため、3ワットから5ワット毎平方センチメートル程度に抑える必要があります。
最適なワット密度の選定は、熱力学的な熱収支計算に基づいて行われます。
シース材質の選定と耐食性
シーズヒーターは、水、油、空気、化学薬品、溶融金属などあらゆる物質の中に直接投入されます。そのためシース材質の耐食性と耐熱性は極めて重要です。
銅および銅合金
水加熱用として最も効率が良いのは銅です。熱伝導率が高いため内部の熱を素早く水に伝えます。表面にニッケルメッキを施して耐食性を高めたものが電気温水器などで多用されます。
ステンレス鋼
最も汎用性が高いのがステンレス鋼です。 SUS304は一般的な水加熱や空気加熱に、SUS316Lは耐食性が求められる化学薬品や食品機械に使用されます。耐熱温度も高く機械的強度も十分ですが、塩素イオンを含む環境では応力腐食割れを起こすリスクがあります。
インコロイおよびインコネル
さらに高温あるいは腐食性の強い環境では、ニッケル含有量の多いインコロイやインコネルといった超合金が選ばれます。 例えば、赤熱するほどの高温で使用される空気加熱ヒーターや、金型鋳造用のヒーターでは摂氏800度以上の耐酸化性を持つインコロイ800などが標準的に採用されます。これらは高温でも強度が低下せず酸化スケールの剥離も少ないため、長寿命を実現します。
端末封口と吸湿呼吸作用
シーズヒーターの最大の弱点は絶縁材である酸化マグネシウムが吸湿性を持っていることです。
水分との戦い
酸化マグネシウムは、空気中の水分を吸うと絶縁抵抗が激減します。わずかな湿気でも通電した瞬間に内部で水蒸気爆発を起こしたり、漏電ブレーカーを落としたりする原因となります。 そのためヒーターの両端子部分は、外気が内部に侵入しないように完全に封止、封口処理する必要があります。
呼吸作用
ヒーターは使用中に熱くなり停止すると冷えます。この熱サイクルの過程で内部の空気は膨張と収縮を繰り返します。これを呼吸作用と呼びます。 不完全な封口では、冷えたときに外部の湿った空気を内部に吸い込んでしまいます。
これを防ぐために、ガラスによる完全気密端子やシリコーン樹脂、エポキシ樹脂によるポッティング、あるいはセラミックスとロウ付けを組み合わせた封止技術が用いられます。使用環境の温度や湿度に応じて最適な封口材を選ぶことが、絶縁性能を維持する鍵となります。
熱処理と曲げ加工
スエージング加工によって硬化したパイプは、そのままでは曲げ加工ができません。加工硬化によって延性を失っているからです。
焼鈍による軟化
そこで、不活性ガス雰囲気炉の中で摂氏1000度以上に加熱し、急冷または徐冷する溶体化処理あるいは焼鈍を行います。 これにより、金属組織の歪みが除去されてパイプが柔らかくなり複雑な形状への曲げ加工が可能になります。 シーズヒーターが、蚊取り線香のような渦巻き型や複雑な機械の隙間を縫うような形状に成形できるのは、この熱処理工程があるからです。
コールドエンドの設計
ヒーターの両端部分は端子を取り付けるための非発熱部、コールドエンドとなっています。 内部のニクロム線と太い端子棒が溶接されており端子棒の部分は発熱しません。 この非発熱部の長さを適切に設計しないと、端子箱の樹脂部品が熱で溶けたり配線が焼き切れたりします。また液体加熱においては、液面より上に発熱部が出ないようにコールドエンドを調整することが空焚き防止の観点から必須となります。
遠赤外線ヒーターへの応用
シーズヒーターの表面に特殊なセラミックスをコーティングすることで、遠赤外線ヒーターとしての機能を持たせることができます。
放射伝熱の強化
金属表面からの熱放射率はそれほど高くありませんが、黒体のセラミックスを溶射することで、放射率を飛躍的に高めることができます。 これにより空気加熱において、空気を媒体とせずに直接対象物を温める輻射暖房が可能になります。塗装の乾燥炉や食品の焼き上げ工程など、熱風では表面が乾いてしまうが芯まで熱を通したい用途において、シーズヒーターベースの遠赤外線ヒーターが活躍しています。
カートリッジヒーター
シーズヒーターの一種に、片側から端子を出すカートリッジヒーターがあります。
金型加熱への特化
これは、パイプの一方の端を溶接で塞ぎ、もう一方の端から2本のリード線を出す構造です。 金型に開けた穴に挿入して使用することを前提としておりパイプと金型のクリアランスを極限まで小さくすることで、熱伝導効率を最大化しています。
内部構造もコイルを芯に巻く方式を採用しており、通常のシーズヒーターよりもさらに高いワット密度を実現しています。半導体金型や包装機械のシールバーなど、局所的な高温加熱が必要な分野で不可欠な部品です。
コメント