
ヘルール継手は配管同士を確実に接続し、同時に高い内部清浄性を提供する配管接手です。一般にサニタリー継手とも呼ばれます。
化学プラントなどで用いられるボルト締めのフランジや、一般的な水道管に用いられるねじ込み継手とは異なり、ヘルール継手は流体の滞留部を極力排除した設計になっています。この特性から配管内部での雑菌の繁殖や微小粒子の滞留が重大な影響を及ぼす食品、飲料、バイオ医薬品、そして半導体製造プロセスの液体搬送において採用されています。
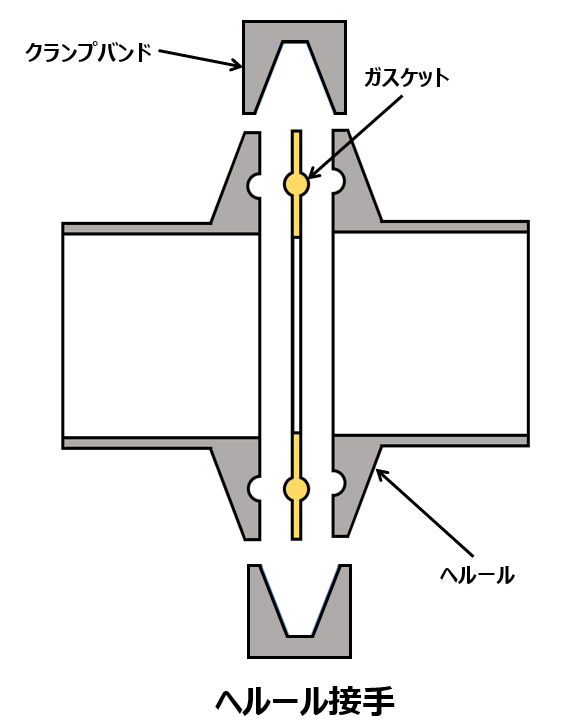
構造は非常にシンプルであり、配管の端部に溶接された円盤状のツバを持つ一対のヘルール、その二つのツバの間に挟み込まれる専用のガスケット、そしてそれらを外側から包み込んで締め付けるクランプバンドという三つの要素で構成されます。
クランプバンドと楔構造
ヘルール継手の特徴は、スパナやレンチを複数使って多数のボルトを均等に締め付ける必要がなく、単一のネジを回すだけで均一な面圧を得られる点にあります。この迅速な着脱作業を可能にしているのが、クランプバンドの楔構造です。
楔構造
クランプバンドの内側は、アルファベットのV字型をした深い溝になっています。一方で突き合わされた二つのヘルールフランジの外周部も、このV字溝にぴったりと合致するテーパー形状を持っています。 蝶ナットや六角ナットを回してクランプの輪を小さく締め込んでいくと、クランプのV字溝の斜面がヘルールの斜面に強く押し付けられます。
ここで円周方向にクランプを締め付ける力は、斜面のくさび形状によって、二つのヘルールを軸方向すなわち配管の長手方向へと互いに引き寄せ、強く押し付ける圧縮力へと変換されます。
摩擦と面圧の均一化
ボルト締めフランジの場合、円周上に配置された複数のボルトを順番に少しずつ締め付けていかないと、片当たりが発生して流体が漏れてしまいます。 しかしヘルールクランプの場合、V字溝がフランジ外周を滑りながら全周を包み込むため、発生する軸方向の圧縮力は自動的に円周全体へ均等に分散されます。
これにより作業者の熟練度に依存することなく、ガスケットに対して均一な面圧をかけることができ、確実なシール性と偏心の防止を担保しています。
無滞留設計と流体力学
ヘルール継手がサニタリー配管に多用される理由は、漏らさないこと以上に、配管内部に汚れを溜めないことにあります。
デッドスペースの排除
テーパーねじを用いた配管継手では、ねじ山の隙間に微小な空間が必ず残ります。一般的なJISフランジ等でも、ガスケットの内径と配管の内径の間にわずかな隙間や段差が生じがちです。
流体力学的に見ると配管の内壁にこのような凹凸や隙間が存在する場合、そこを流れる流体には渦や流れの淀みが発生します。主流から外れたこの淀み空間は流体が常に入れ替わらないため、食品の腐敗やバクテリアの異常繁殖、あるいは半導体薬液における微粒子の蓄積源となります。
フラッシュマウントの実現
ヘルール継手の専用ガスケットは、このデッドスペースを完全に消滅させる特殊な断面形状を持っています。 ガスケットの内径側には、わずかに盛り上がったリップ部が存在します。クランプを締め付けると、このリップ部が二つのヘルールの端面に挟まれて圧縮され、配管の内壁面と完全に平らな状態な状態を形成します。
配管の内側から指でなぞっても、継ぎ目の段差を感じないほど滑らかに繋がります。これにより配管内部には層流が保たれ、定置洗浄や定置滅菌を行う際にも、洗浄液や高温の蒸気が配管内壁の隅々まで物理的な阻害なく行き渡り、完璧な洗浄性を保証します。
ステンレス鋼と表面処理
サニタリー配管を構成するヘルール自体も、流体に対する不活性を求められます。
低炭素オーステナイト系ステンレス鋼
ヘルールの材質には、耐食性に優れたオーステナイト系ステンレス鋼であるSUS316Lが用いられる場合が多いです。 末尾のエルという文字は、炭素含有量が極めて低いローカーボンであることを示しています。
配管を設置する場合、ヘルールはパイプの端部にアーク溶接などで溶接されます。この溶接時の熱によって、ステンレス鋼内部の炭素とクロムが結びついてクロム炭化物を形成し、耐食性の要であるクロムが局所的に欠乏する鋭敏化という現象が起こります。ここから粒界腐食が発生します。 SUS316Lは、炭素量を極限まで減らすことでこの溶接熱影響部でのクロム炭化物の析出を防ぎ、溶接後も耐食性を維持する工夫が施されています。
電解研磨による不動態被膜の強化
配管の内面は、単にバフ研磨などで機械的に磨いて光沢を出すだけでは不十分です。機械研磨された表面には加工や塑性変形によって原子配列が乱れた層が微細に残存しており、これが微小な腐食の起点となります。
そのため最高級のサニタリーヘルールでは、機械研磨の後に電解研磨処理が施されます。特殊な酸性溶液の中でヘルールを陽極として電流を流し、表面の微細な凸部を優先的に電気化学的に溶かす技術です。 このプロセスにより、表面は鏡のように平滑になるだけでなく、不安定な加工変質層が除去され、さらに最表面に極めて緻密で強固な酸化クロムの不動態被膜が再構築されます。
ガスケットの高分子化学と材料選定
ヘルールとヘルールに挟まれ、直接流体と接触して漏れを防ぐガスケットはプロセスの温度、圧力、そして流体の化学的性質に応じて最適な材料を選択しなければなりません。
エチレンプロピレンジエンゴム(EPDM)
サニタリー配管において最も標準的に多用されるのがエチレンプロピレンジエンゴム(EPDM)です。 この素材は、ポリマーの主鎖に二重結合を持たないため熱や紫外線、オゾンに対する耐性が極めて高いという化学的特徴を持っています。
特に高温の水蒸気に対する耐性が抜群に優れており、配管内を摂氏120度以上の蒸気で定期的に滅菌するようなプロセスにおいて、加水分解を起こさずに長期間弾性を維持します。弱酸や弱アルカリにも強いため、食品工場における洗浄液への耐性も十分です。
シリコーンゴム
シリコーンゴムは溶出物が極めて少ないという純度の高さから、製薬用水の配管やバイオプロセスで重宝されます。 耐熱性と耐寒性に優れ流体に影響を与えません。ただし引張強度や引き裂き強度が低く、また高圧の水蒸気に長時間さらされるとシロキサン結合が切断されてボロボロに劣化してしまうという弱点があるため、使用環境には注意を要します。
フッ素ゴム
より過酷な化学薬品や高温の動植物油、化粧品の基材などを流すプロセスではフッ素ゴムが選定されます。 炭素とフッ素の極めて強固な結合エネルギーにより、大半の有機溶剤や油類に対して膨潤せず、高いシール性を保ちます。
ポリテトラフルオロエチレン(PTFE)
高い耐薬品性を持つのがポリテトラフルオロエチレンすなわちフッ素樹脂です。あらゆる酸、アルカリ、溶剤に侵されません。 しかしポリテトラフルオロエチレンはゴムのような弾性を持たないプラスチックであり、圧力をかけ続けると室温でも徐々にはみ出していくコールドフローという物理的欠点を持っています。このままでは温度変化を伴う配管で漏れが発生します。
この特性を解決するために、内部の芯材に弾力性のあるフッ素ゴムやエチレンプロピレンジエンゴムを配置し、流体に触れる外側だけをポリテトラフルオロエチレンの薄い膜で覆ったエンベロープガスケットという複合構造の製品が開発され、過酷な薬液配管のシールとして活躍しています。
締め付けトルクとエラストマーの変形
ヘルール継手の組み立てにおいて最も発生しやすいトラブルが、クランプの締め付けすぎによる流路の阻害です。
異常圧縮によるはみ出し現象
ボルトやナットを強く締めれば締めるほど漏れにくくなるという誤った認識により、クランプの蝶ナットを工具を使って力任せに締め上げる事例が多発します。 ガスケットの素材であるエラストマーは非圧縮性の材料です。強く潰されると体積を減らすことができないため、逃げ場を求めて横方向へと膨張します。
ヘルールに挟まれたガスケットを過剰な力で圧縮すると、ガスケットの内径リップ部が配管の内側に向かってはみ出してしまいます。
流路阻害がもたらす影響
ガスケットが配管内にはみ出すと、せっかくフラッシュに設計された無滞留の配管内にドーナツ状の巨大な障害物が形成されることになります。 流体がこの障害物にぶつかるとその後方に強力な乱流と渦が発生し、微小な粒子やバクテリアがその渦の中に捕獲されて滞留し始めます。またはみ出したガスケットの裏側には新たな微細な隙間が生じ、そこに入り込んだ洗浄液や製品の残渣はいくら外部からポンプで洗い流そうとしても決して除去できなくなります。
このためヘルール継手の組み立てにおいては、ガスケットの材質に応じた適正なトルクでクランプを締め付けることが厳密に要求されます。近年では締め付けすぎを物理的に防止するために、一定のトルクに達すると空回りするトルク管理型ナットや、金属のストッパーを内蔵して一定以上ガスケットが潰れないように設計された高機能ガスケットも普及しています。
国際規格の乱立と寸法互換性の罠
ヘルール継手を選定、あるいは既存の配管を改造する際に最も注意すべきは、その寸法の規格です。見た目は全く同じように見えても、世界中で複数の異なる規格が並立しており、それらを混ぜて使用すると配管システムが破綻します。
パイプ外径とフランジ外径の不一致
ヘルール継手の寸法はベースとなるパイプの外径と、ツバの部分であるフランジの外径の組み合わせで定義されます。 日本国内で最も広く普及しているISO規格寸法は、本来は国際標準化機構の寸法ですが、これ以外にも国際酪農連盟が定めたIDF規格、スウェーデン規格のSMS、ドイツ工業規格のDINなど、業界や地域によって採用されている規格が異なります。
厄介なことに、パイプの外径は規格間で微妙に異なっているにもかかわらず、クランプで挟み込むフランジの外径は共通化されているサイズが存在します。
段差の発生
例えばフランジ外径が同じ50.5ミリメートルのヘルールであっても、それに溶接されているパイプの外径と内径は、ISO規格とIDF規格で数ミリメートルの差があります。 現場の作業者がフランジ外径だけを見てこれらをクランプで繋ぎ合わせてしまうと、クランプ自体は正常に締まりますが、配管の内部には数ミリメートルの段差が生じることになります。
この段差はデッドスペースそのものであり、サニタリー配管としての存在意義を失いかねない致命的な施工不良となります。したがって、プラントの増設や部品交換を行う際は、その工場に敷設されている配管の規格系を正確に把握し、パイプ外径と内径を実測して確認するプロセスが欠かせません。
バイオ医薬品製造における技術進化
長年にわたり、ステンレス製のヘルール継手と配管は、製薬工場のインフラとして不動の地位を保ってきました。しかし現在、バイオ医薬品の製造現場を中心に、このシステムを根底から覆すシングルユース技術への移行が急速に進んでいます。
洗浄バリデーションからの解放
従来のステンレス配管では一つの薬液を製造した後、次の製造を開始する前に配管内部を徹底的に洗浄しさらに滅菌処理を行い、以前の薬液や洗浄剤が完全に残留していないことを科学的に証明する膨大なテスト作業が必要でした。
これを洗浄バリデーションと呼びます。この作業は実際の薬を製造している時間よりも長く、莫大なコストとエネルギーを消費していました。
プラスチック製ヘルールとガンマ線滅菌
この課題を解決するため、プロセス全体を一度きりしか使わない使い捨てのプラスチック製チューブやバッグで構成するシングルユースシステムが誕生しました。 このシステムにおいても各コンポーネントを接続するためのインターフェースとして、ヘルールの形状とクランプ結合のメカニズムがそのまま継承されています。
ただし材質はステンレス鋼から、射出成形されたポリカーボネートやポリフッ化ビニリデンなどの高機能エンジニアリングプラスチックへと置き換わっています。 これらのプラスチック製ヘルール部品はクリーンルームで組み立てられた後、ガンマ線照射によってパッケージごと完全に滅菌された状態で工場に納入されます。作業者は滅菌済みのヘルール同士を専用の樹脂製クランプでカチッと接続するだけで、直ちに無菌の製造ラインを構築できます。製造が終われば配管ごと全て焼却廃棄されるため、洗浄という概念自体が存在しません。
コメント